- Address: 247 LIG 2 Lakshmikanth nagar 1st hebbal, Mysuru-570017
- Address: 247 LIG 2 Lakshmikanth nagar 1st hebbal, Mysuru-570017
Menu
PROJECTS- iRobo Automation
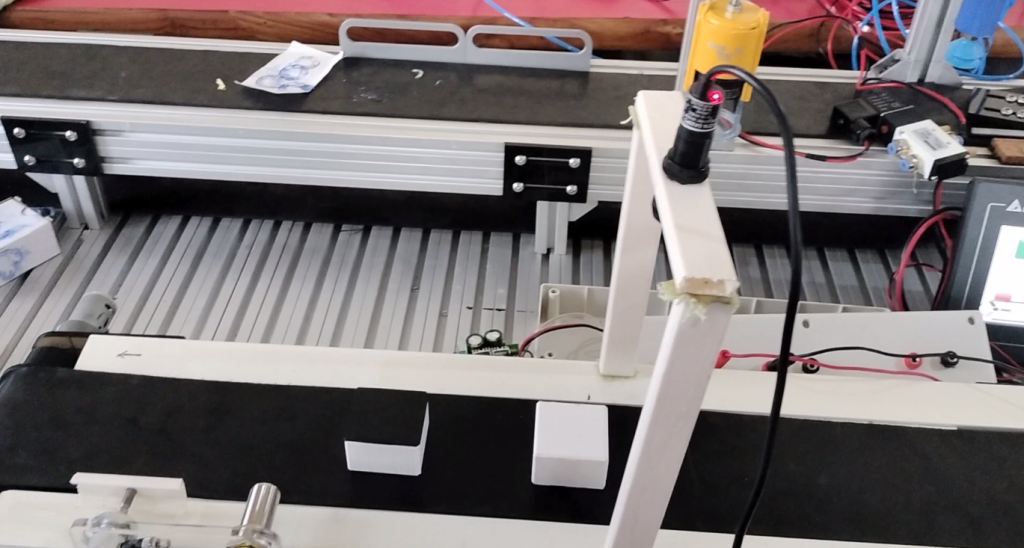
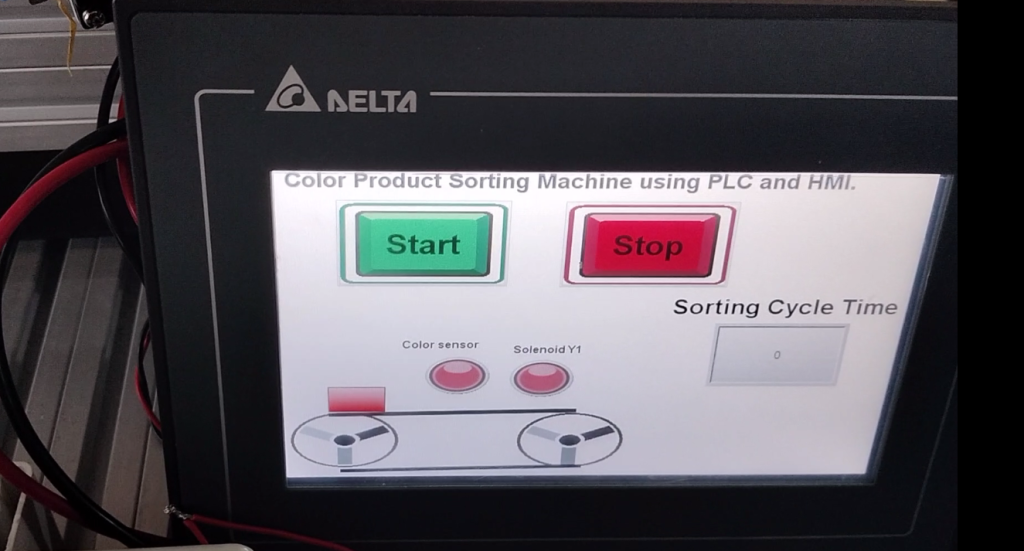
1. Color Product Sorting Machine using PLC and HMI.
Problem statement: Product Flow lines widely use sorting system as a bridge between production and packaging systems. Manual sorting is a time consuming and effort intensive process. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC and HMI to automate the sorting process.
Objectives:
- Design and development of conveyor belt and sorting system.
- Development of PLC ladder logic for sorting process.
- Development of HMI screen to visualize the process.
Project description: Product flow lines widely use sorting system as a bridge between production and packaging systems. Industries use sorting systems to sort products/raw materials as per specified criteria to reduce manual effort and improve accuracy. Manual sorting is a time consuming and effort intensive process. Automatic sorting systems allow for fast and efficient sorting of products. To demonstrate the sorting system, it is proposed to have a PLC based sorting system project that uses pneumatic cylinders with color detection sensors to automate the system.
2. Metal Product Sorting Machine using PLC and HMI.
Problem statement: Product Flow lines widely use sorting system as a bridge between production and packaging systems. Manual sorting is a time consuming and effort intensive process. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC and HMI to automate the sorting process.
Objectives:
- Design and development of conveyor belt with metal detection sensor.
- Development of PLC ladder logic for sorting process.
- Development of HMI screen to visualize the process.
Project description: Product flow lines widely use sorting system as a bridge between production and packaging systems. Industries use sorting systems to sort products/raw materials as per specified criteria to reduce manual effort and improve accuracy. Manual sorting is a time consuming and effort intensive process. Automatic sorting systems allow for fast and efficient sorting of products. To demonstrate the sorting system, it is proposed to have a PLC based sorting system project that uses pneumatic cylinders with metal detection sensors to automate the system.
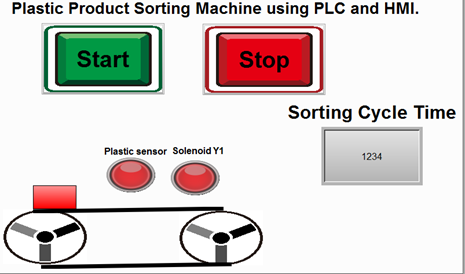
3. Plastic Product Sorting Machine using PLC and HMI.
Problem statement: Product Flow lines widely use sorting system as a bridge between production and packaging systems. Manual sorting is a time consuming and effort intensive process. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC and HMI to automate the sorting process.
Objectives:
- Design and development of conveyor belt and sorting system.
- Development of PLC ladder logic for sorting process.
- Development of HMI screen to visualize the process.
Project description: Product flow lines widely use sorting system as a bridge between production and packaging systems. Industries use sorting systems to sort products/raw materials as per specified criteria to reduce manual effort and improve accuracy. Manual sorting is a time consuming and effort intensive process. Automatic sorting systems allow for fast and efficient sorting of products. To demonstrate the sorting system, it is proposed to have a PLC based sorting system project that uses pneumatic cylinders with plastic detection sensors to automate the system.
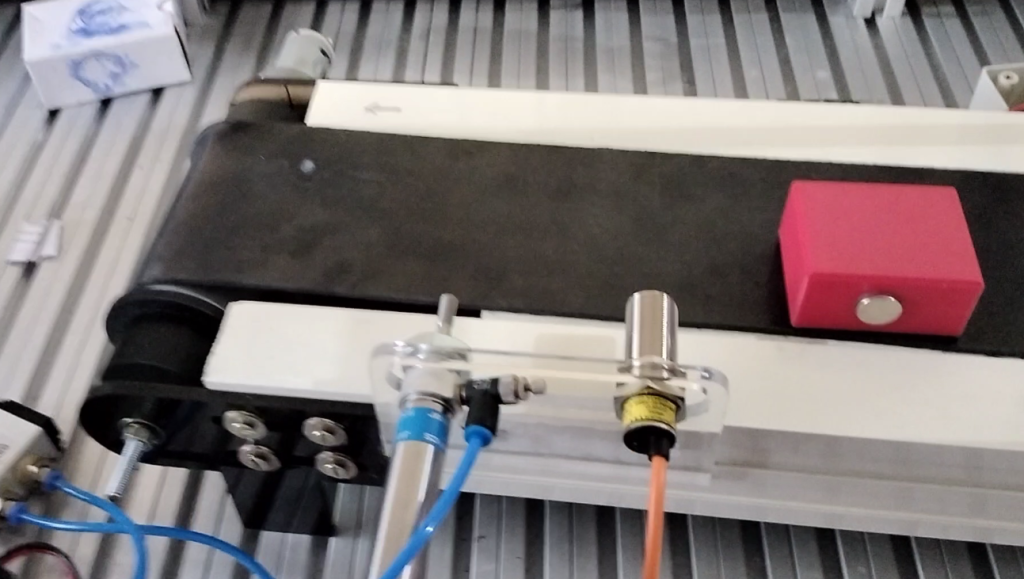
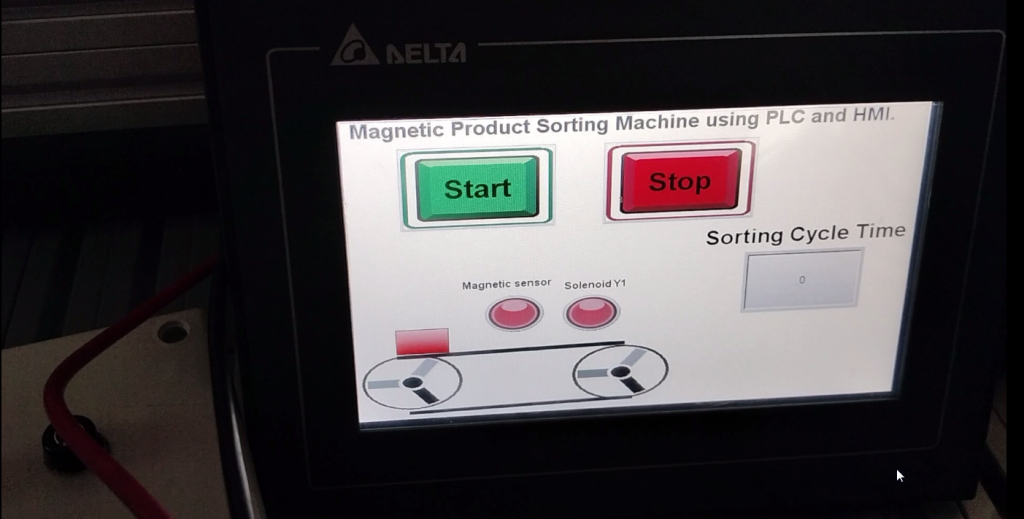
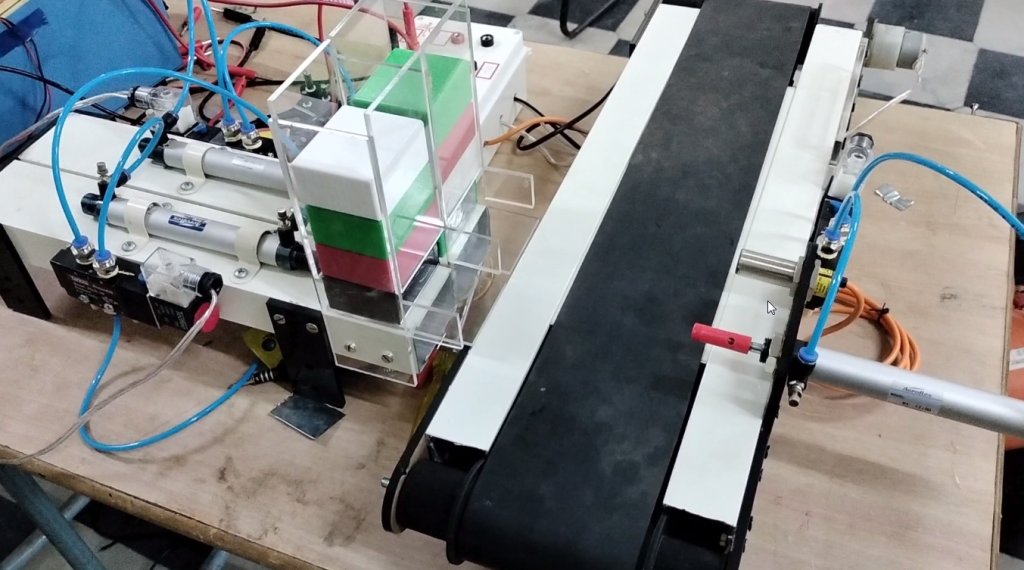
4. Magnetic Product Sorting Machine using PLC and HMI.
Problem statement: Product Flow lines widely use sorting system as a bridge between production and packaging systems. Manual sorting is a time consuming and effort intensive process. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC and HMI to automate the sorting process.
Objectives:
- Design and development of conveyor belt and sorting system.
- Development of PLC ladder logic for sorting process.
- Development of HMI screen to visualize the process.
Project description: Product flow lines widely use sorting system as a bridge between production and packaging systems. Industries use sorting systems to sort products/raw materials as per specified criteria to reduce manual effort and improve accuracy. Manual sorting is a time consuming and effort intensive process. Automatic sorting systems allow for fast and efficient sorting of products. To demonstrate the sorting system, it is proposed to have a PLC based sorting system project that uses pneumatic cylinders with magnetic sensors to automate the system.
5. Automatic Stamping Labelling Machine using Conveyor belt and PLC
Problem statement: All product automation processes require labeling or stamping as a last step to brand the finished product. Different types of products require different types of labeling/stamping mechanisms. Manual stamping and labelling are a time consuming and effort intensive process. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC and HMI to automate the stamping labeling process.
Objectives:
- Design and development of conveyor belt and sorting system.
- Development of PLC ladder logic for sorting process.
- Development of HMI screen to visualize the process.
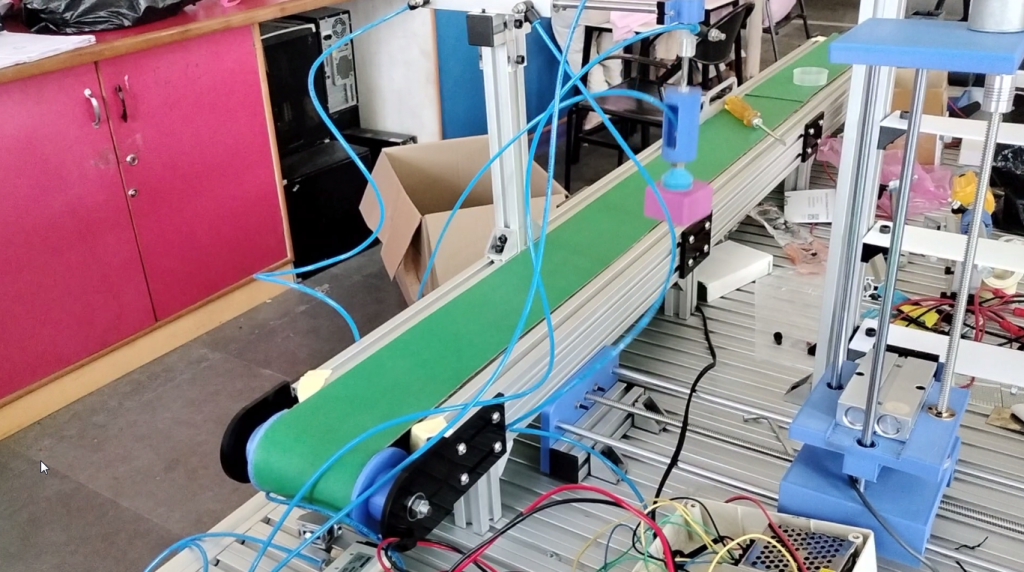
Project description:All product automation processes require labeling or stamping as a last step to brand the finished product. Different types of products require different types of labeling/stamping mechanisms. Here we demonstrate a complete stamping/labeling system that stamps the logo on a square product as it moves on a conveyor. The system consists of a conveyor belt driven by a motor. The conveyor is used to lead the product to the stamping base. Once the product reaches the stamping base, the stamping assembly is active which is a pneumatic piston integrated with a stamp. The stamping assembly presses the stamp on an inkpad and then moves to stamp the ink label onto the product.

6. Automated parts feeder system using pneumatics and PLC.
Problem statement: The production line uses material feeder system to feed parts to be machined or processed. Manual feeding of parts is time consuming and it requires more labor. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC and HMI to automate the material Feeding process.
Objectives:
- Design and development of conveyor belt.
- Development of PLC ladder logic for sorting process.
Project description: The production line uses material feeder system to feed parts to be machined or processed. Manual feeding of parts is time consuming and it requires more labor. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC and HMI to automate the material Feeding process. Automatic feeding systems allow for fast and efficient feeding of products. To demonstrate the feeding system, it is proposed to have a PLC based feeding system project that uses pneumatic cylinders with proximity sensors to automate the system.
7. Pick and place pneumatic cylinder controlled by PLC.
Problem statement: Material or products transport from one location to another location is required in production process. Manual handling is a time consuming and effort intensive process. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC to automate the material handling or pick and place process.
Objectives:
- Design pick and place pneumatic system.
- Development of PLC ladder logic for pick and place process.
Project description: Material or products transport from one location to another location is required in production process. Manual handling is a time consuming and effort intensive process. In this project it is proposed to design and develop pick and place pneumatic arm to transport material from one location to another location. Pneumatic suction cups or electromagnet or mechanical grippers can be used suitable to type of workpiece material. Pneumatic cylinders are controlled by solenoid operated direction control valve. Solenoid is controlled by PLC.
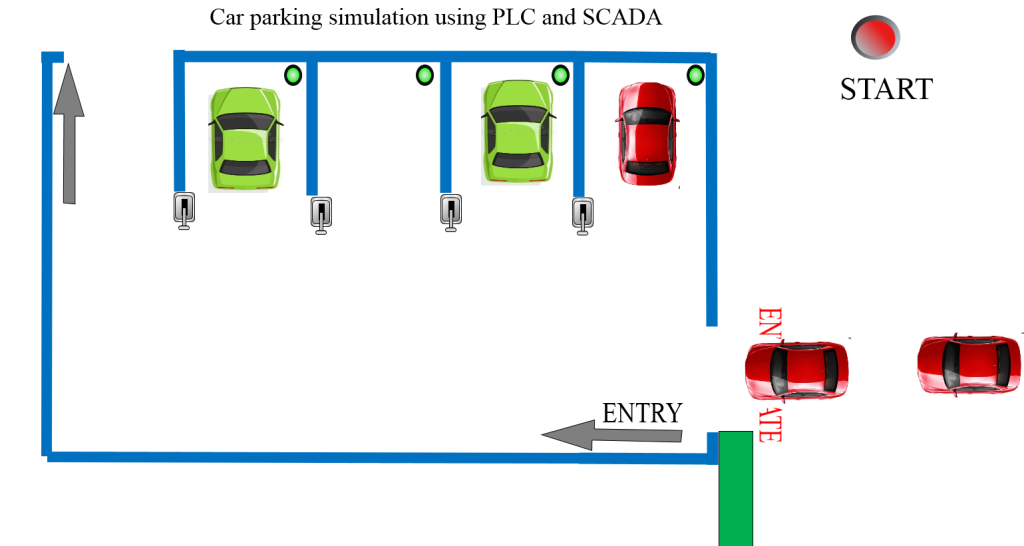
8.Car or Automated guided vehicle parking simulation using PLC and SCADA
Problem statement:
Nowadays every person owns a vehicle, as the number of vehicles increases parking problem increases. The growth rate of personal cars is higher in the populated cities like Delhi, Mumbai, and Bangalore etc. The main parking problems are faced by malls, public parking places, cinemas, commercial buildings, hospitals etc.
The problem faced by driver in public parking places are mentioned as below.
- Wait for turn at entry point.
- Wasting of time in finding empty parking spot.
- Some of the places give first free hour of parking at free but time wastes in finding parking spot.
- Not easy to count how many cars are currently in the parking.
- Also, not easy to count how many empty spots are available.
To reduce or eliminate above problems, it is proposed to have automated parking system with monitoring using SCADA system both for industrial and domestic applications.
Objectives:
- Design of SCADA screen to simulate car or AGV parking system
- Interfacing car parking SAP (static application panel) with SCADA screen.
Project description: The main aim of the project is to design SCADA screen to simulate automated car parking system and to interface SCADA to static application panels (SAP) to simulate car parking control considering above problems. The SCADA control is to open the entry gate when car parking slots are free and entry gate closed if parking slots are full. The Static application panels (SAP) are Simulation modules of various applications that usually come across in Industrial Environment. Such as Motor Control, level controlling, Process Controlling, Industrial automation etc.
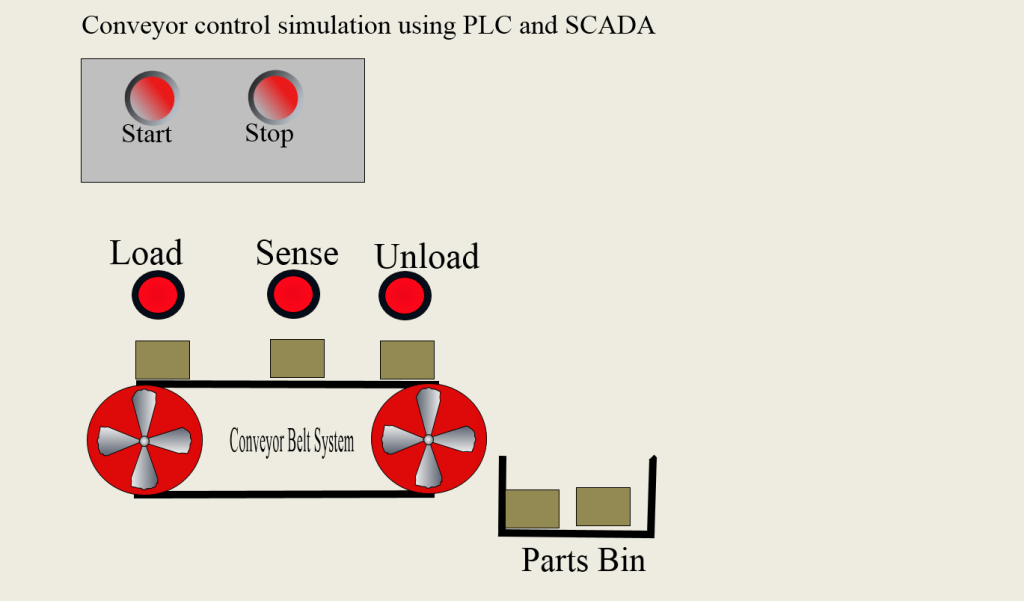
9.Conveyor control simulation using PLC and SCADA
Problem statement: Material transport from one location to another location is important in production or manufacturing plant. Manual transport of material is time consuming and more labor is required and sometimes it is expensive if there are labor shortage. Usage of conveyor is one of the solutions. Manual monitoring of process is difficult in certain harsh environment. Monitoring or visualize of conveyor control process is important in production plant from remote location. It is proposing to develop SCADA screen for monitoring and visual display of production process.
Objectives:
- Design of SCADA screen to simulate conveyor system for remote monitoring
- Interfacing conveyor SAP (static application module) with SCADA screen.
Project description:
The conveyors are used to move boxes from one place to another in the model. The conveyor has belts which are driven by motors. Conveyor belt is the boon to the automation technology. For the manufacturing process of any product using automation, conveyor belt plays an important role. Conveyor belt are rolled with the help of the motor whose speed is controlled using traditional methods or by using a micro controller. With the help of sensors the quality parameters are monitored and fed to the programmable logic controller (PLC). The main aim of the project is to design SCADA screen for remote monitoring of conveyor system and interface with a static application panels (SAP) to simulate conveyor control using PLC and SCADA. The PLC control is to start the conveyor to transport the material from one end to other end using timers and counter. The Static application panels (SAP) are Simulation modules of various applications that usually come across in Industrial Environment. Such as Motor Control, level controlling, Process Controlling, Industrial automation etc.
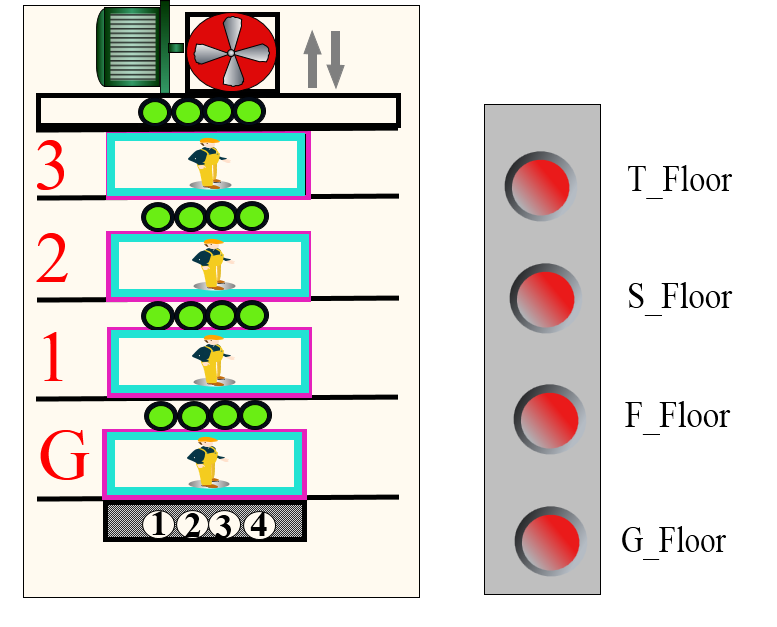
10. Lift control simulation using PLC and SCADA
Problem statement: With the rising life standards and attention to human and with tremendous development in architectural engineering for multi storage building, the installation of elevators becomes an integral part of the infrastructure for the vertical movement. So, the control system is essential for smooth and safe operation of the elevator. Hence for more efficient performance and maintenance, more importance is given to the design of an elevator control system. Manual monitoring of process is complex. Monitoring or visualize of Lift control process is important in multistory building from remote location. It is proposing to develop SCADA screen for monitoring and visual display of lift control.
Objectives:
- Design of SCADA screen to simulate Lift system for remote monitoring
- Interfacing conveyor SAP (static application module) with SCADA screen.
Project description: With the rising life standards and attention to human and with tremendous development in architectural engineering for multi storage building, the installation of elevators becomes an integral part of the infrastructure for the vertical movement. So, the control system is essential for smooth and safe operation of the elevator. Hence for more efficient performance and maintenance, more importance is given to the design of an elevator control system. The main aim of the project is to design SCADA screen for lift system for remote monitoring and to interface with a static application panels (SAP) to simulate three floor lift control using PLC. The PLC control is to control the three-floor lift. The Static applicationpanels (SAP) are Simulation modules of various applications that usually come across in Industrial Environment. Such as Motor Control, level controlling, Process Controlling, Industrial automation etc.
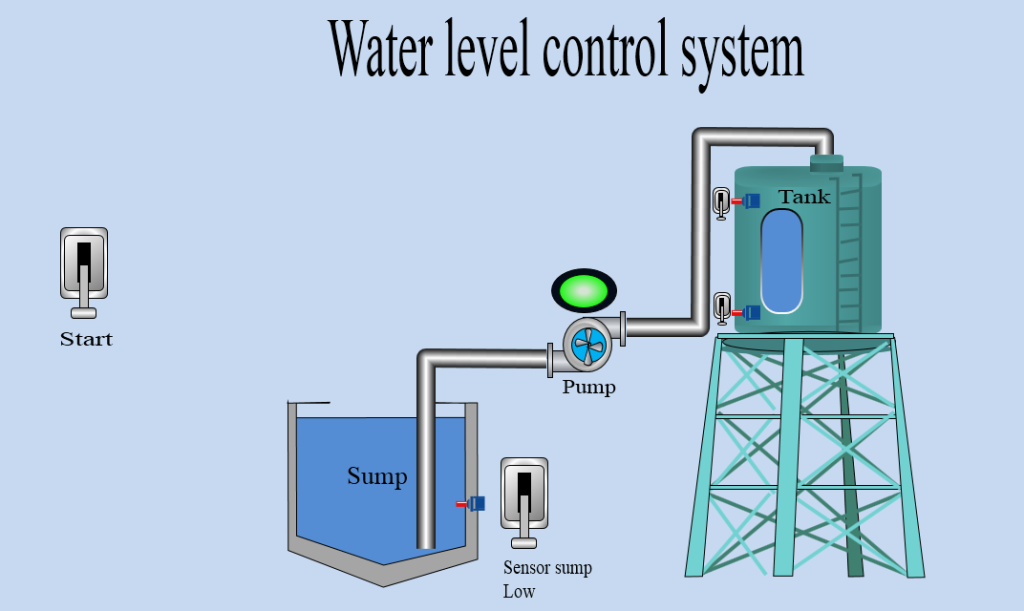
11. Water level controller simulation using PLC and SCADA
Problem statement: Manual control of water level in the domestic or industrial application is time consuming and tedious job. Manual control is not energy efficient and wastes of water are possible. The purpose for doing this project is reducing time consumption and human resource consumption, increase product revenue and greater accessibility or more security. Also, by using this project the wastage of water occurred by overflowing of tanks can be avoided. In future by making some changes to this project can be used in different industries related to fluids like petroleum industries or oil refineries for controlling the level of filling the tanks and avoid wastage. To avoid above mentioned problem, it is proposed to have SCADA remote monitoring of water level control process to save energy, time and water.
Objectives:
- Design of SCADA screen to simulate Lift system for remote monitoring
- Interfacing conveyor SAP (static application module) with SCADA screen.
Project description: Automation has been an integral part of industries which provides safety, accuracy, efficiency and less human intervention with dangerous chemical process. This project work is on Water or fluid level monitoring using PLC and SCADA. SCADA screen is designed to control the level of water and avoid wastage of water in the tank through remote monitoring. The system has an automatic pumping system attach to it. Here controlling the water level by using PLC, Sensors and motor. The purpose for doing this project is reducing time consumption and human resource consumption, increase product revenue and greater accessibility, operator safety and more security. The main aim of the project is to design SCADA screen to monitor water level and to interface a static application panels (SAP) to simulate Water Tank level using PLC. The PLC control is to control the motor-pump ON/OFF when the water level in the tank is full or empty. The Static application panels (SAP) are Simulation modules of various applications that usually come across in Industrial Environment. Such as Motor Control, level controlling, Process Controlling, Industrial automation etc.
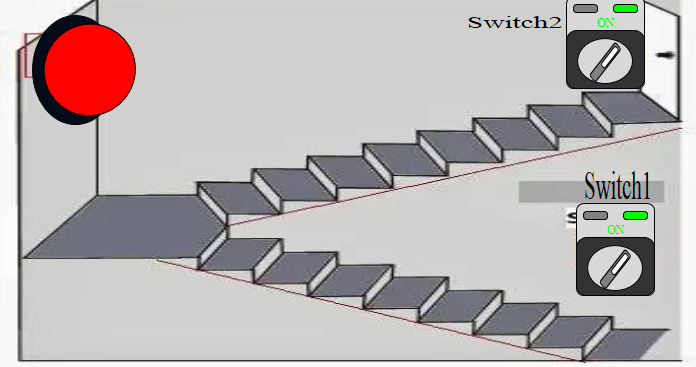
12. Stair case control simulation using PLC and SCADA
Problem statement: Manual control switches and bulb conditions is time consuming and effort intensive process. Manual control sometimes not energy efficient and power wastes are possible. Staircase control both in domestic and industrial multistory building environment is important. To increase the plant or process efficiency, energy efficiency and visualize or remote monitoring of process variables, it is proposed to use PLC and SCADA to automate the staircase control process.
Objectives:
- Design of SCADA screen to simulate Lift system for remote monitoring
- Interfacing conveyor SAP (static application module) with SCADA screen.
Project description: Manual control of switches and bulb conditions is time consuming and effort intensive process. Staircase control both in domestic and industrial multistory building environment is important. To increase the plant or process efficiency and visualize or remote monitoring of process variables, it is proposed to use PLC and SCADA to automate the staircase control process. The main aim of the project is to design SCADA screen to remotely monitor stair case control both industrial and domestic applications and to interface a static application panels (SAP) to simulate stair case control using PLC and SCADA. SCADA communicates with SAP panels using RS232 protocols.
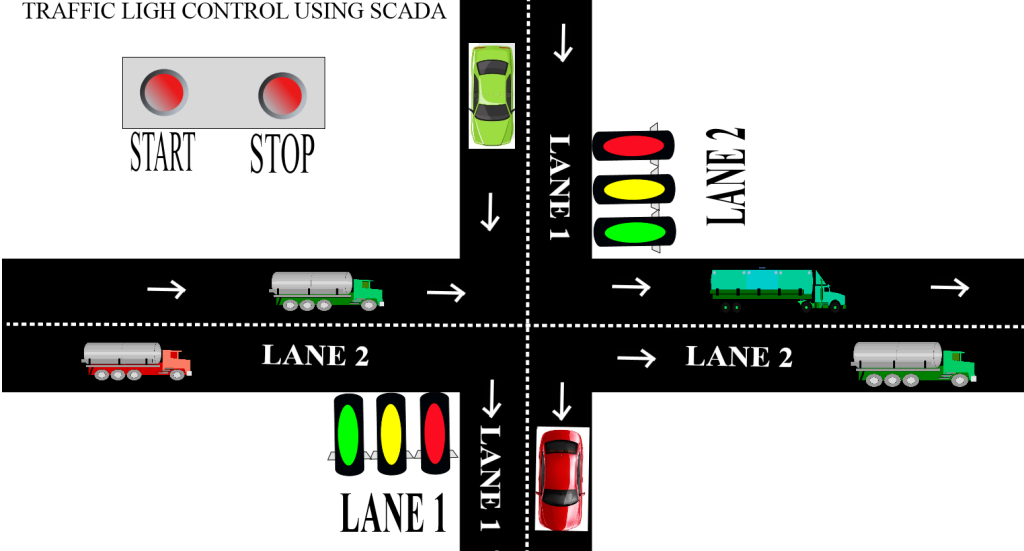
13. Traffic control Simulation using PLC and SCADA
Problem statement: Traffic load is highly dependent on parameters such as time, day, season, weather and unpredictable situations such as accidents, special events or construction activities. If these parameters are not taken into account, the traffic control system will create bottlenecks and delays. Manual control considering above mentioned condition is tedious job for the traffic police. It is proposed to have simulation of traffic light before installing complete automated traffic light control system in the field. SCADA is used for simulation and same screen is to interface with static application module for remote control purpose.
Objectives:
- Design of SCADA screen to simulate Lift system for remote monitoring
- Interfacing conveyor SAP (static application module) with SCADA screen.
Project description: The SCADA with PLC logic ladder is used for monitoring the system and helps in improving public transport services that also improve traffic guidance. The system developed by setting the appropriate duration for the traffic signals to react accordingly. The critical timing operation is required to be carried out under the existence of heavy traffic conditions. The system for traffic control system must contain low power consumption, low project cost, increases safety.. The system resolution is dependent on the output provided by the sensors, then PLC checks the priorities and then provide output signal to the traffic light poles for ON or OFF the red, yellow or green lights and ON time is dependent on the specific priorities. The new timing scheme that was implemented promises an improvement in the current traffic light system and this system is feasible, affordable and ready to be implemented especially during peak hours, off hours and pedestrians. Traffic load is highly dependent on parameters such as time, day, season, weather and unpredictable situations such as accidents, special events or construction activities. If these parameters are not taken into account, the traffic control system will create bottlenecks and delays. Manual control considering above mentioned condition is tedious job for the traffic police. It is proposed to have simulation of traffic light before installing complete automated traffic light control system in the field. SCADA is used for simulation and same screen is to interface with static application module for remote control purpose.
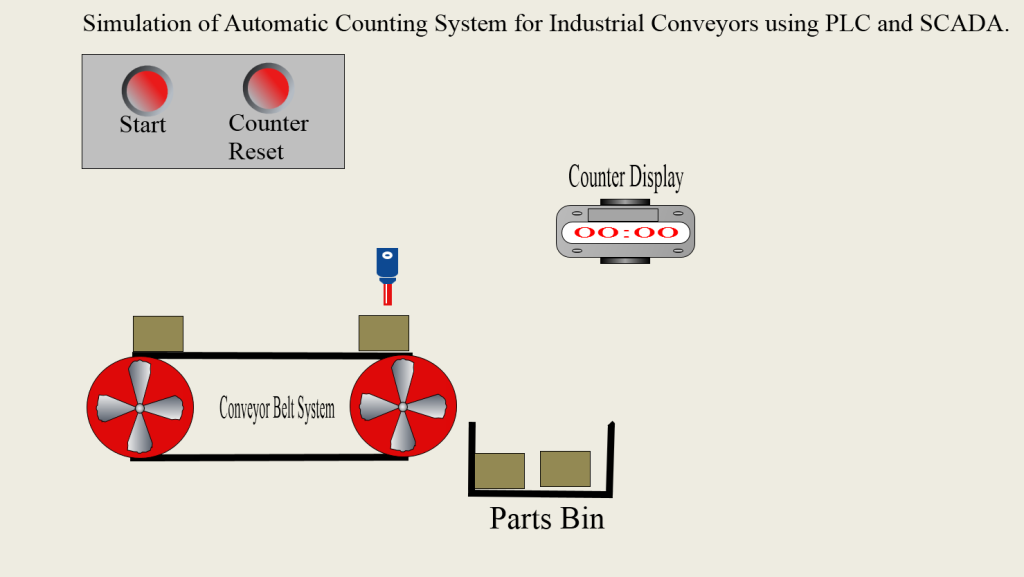
14. Simulation of Automatic Counting System for Industrial Conveyors using PLC and SCADA.
Problem statement: Manual counting of finished products or raw material is time consuming and tedious job. It is proposed to have simulation of automated counting system using PLC and to visualize the process SCADA is used. Process parameter can be adjusted using SCADA screen such as number of objects to be counted, time gap between cycles etc.
Objectives:
- Design of SCADA screen to simulate Lift system for remote monitoring
- Interfacing conveyor SAP (static application module) with SCADA screen.
Project description: SCADA screen is designed to analyze and visualize the automated counting system. Conveyor belt, proximity sensor, PLC counter, SCADA display is used for counting system. Display will help to visually see the counted objects. A control can be given on the screen to input the number of objects to be counted and to be packed in a box. Remote control of complete automated counted system can be achieved using SCADA.
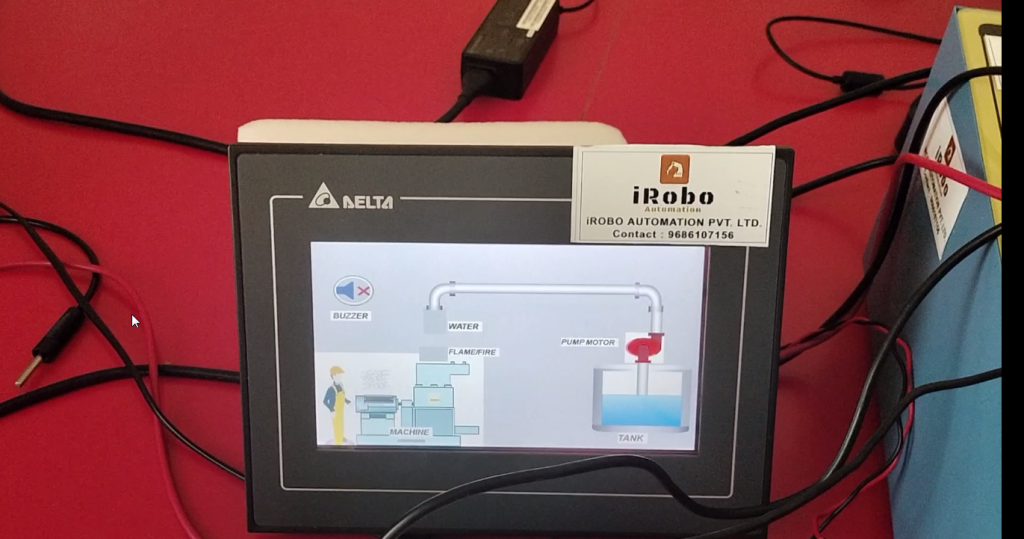
15. PLC and HMI based Fire Detection & Alarm System.
Problem statement: A fire alarm system is used to detect and warn the people through visual and audio appliances when smoke, fire, carbon monoxide or other fire producing chemicals are present. Fire accidents are the accidents which occur most frequently, which takes major lives. Flammable liquids and gases can cause an explosion if they come in contact with a heat source. Welding, torch cutting, and other fire producing work transmits sparks and molten material into the air, which is a common reason for combustible dust or flammable liquid to catch fire. There are more chances of fire accidents in industries. To overcome such circumstances, we have proposed a fire alarm system controlled by PLC and HMI monitoring.
Objectives:
- Design and development of fire detection and alarm system
- Development of PLC program to automate the fire alarm system.
- Design of HMI screen for remote monitoring of fire alarm system
Project description: In this fire alarm system, any signal from each fire flame detector at any level is detected and monitored using a monitoring system. The detectors are placed in such a way that they are parallel in different levels. This plc-based fire alarm system detects smoke, heat etc. the appliance system has buzzer for alarming and motor pump to stop the fire. Relay drivers are used to switch on/off relay according to PLC output. When the sensors from each level are triggered individually, the main buzzer operates and disconnects the AC power supply. Then it runs the emergency exit Door motor to escape, Lift comes to ground level and the water pump motor pumps water to the affected zone to stop the fire. The exit doors will get opened automatically.

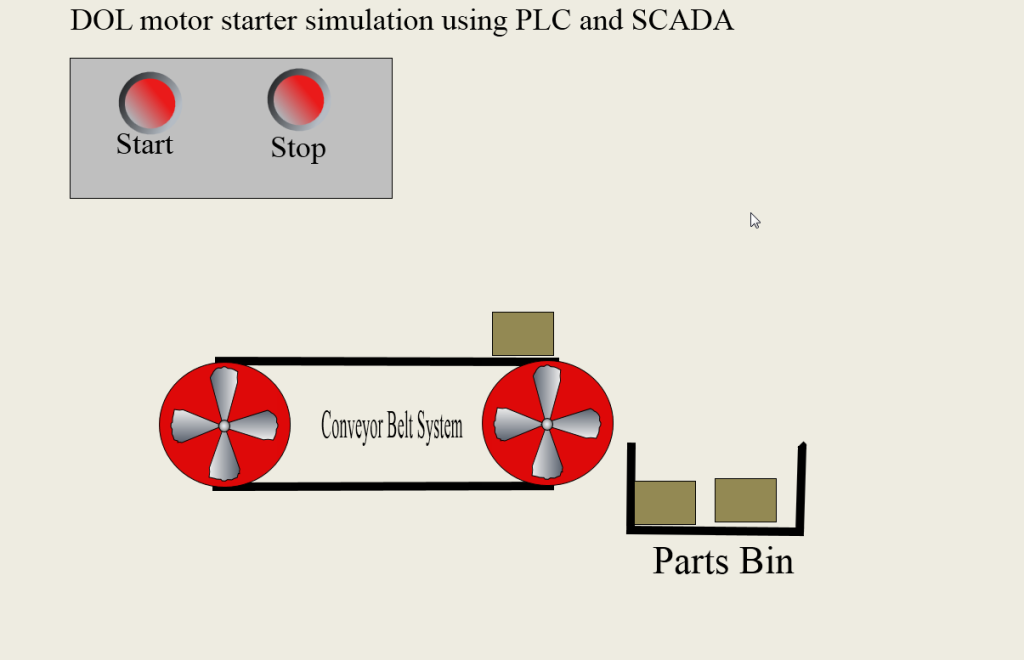
16.DOL motor starter simulation using PLC and SCADA
Problem statement: Effectiveness of the motor varies according to the starter used. In order to the satisfies the requirement for the users, and Increase in the energy and cost efficiency of the motor one has to provide the proper type of starter for the existing type of motor. To overcome this, PLC based multi starter control using single control system for induction motor has been implemented. The employment of this PLC based techniques helps to increase the cost and energy efficiency of the motor and the starters are switched in order for their requirements for a better efficiency. These PLC based multi starter control using single control system, helps to switch the starter easily when it is in operating condition. Automation is usually done in order for a better efficiency of cost and energy, and to operate in a safely working condition. PLC is used here as it provides greater flexibility. SCADA make it control of process from remote location.
Objectives:
- Design of DOL circuit diagram to control motor ON/OFF.
- Development of PLC ladder logic for sorting process.
- Development of SCADA screen to visualize the process and to monitor remotely.
Project description: The employment of this PLC based techniques helps to increase the cost and energy efficiency of the motor and the starters are switched in order for their requirements for a better efficiency. These PLC based multi starter control using single control system, helps to switch the starter easily when it is in operating condition. Automation is usually done in order for a better efficiency of cost and energy, and to operate in a safely working condition. PLC is used here as it provides greater flexibility. SCADA make it control of process from remote location.
Working : SCADA screen is developed for control circuit of DOL starter with motor. PLC ladder logic is developed in the PLC programming software and then link the SCADA to PL C using communication. Simulation of DOL starter working can be seen as output of the project.
17.Control of direction and speed of stepper motor-controlled conveyor using PLC and HMI
Problem statement: Product Flow lines widely use conveyor system as a bridge between production and packaging systems. Manual conveyor is a time consuming and effort intensive process. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC and HMI to automate the conveyor process.
Objectives:
- Design and development of conveyor belt.
- Development of PLC ladder logic for sorting process.
- Development of HMI screen to visualize the process.
Project description: Product flow lines widely use Conveyor system as a bridge between production and packaging systems. Industries use sorting systems to sort products/raw materials as per specified criteria to reduce manual effort and improve accuracy. Manual Conveying of mateials is a time consuming and effort intensive process. Automatic Conveyor systems allow for fast and efficient sorting of products. To demonstrate the Conveyor system, it is proposed to have a PLC and HMI based sorting system project that uses pneumatic cylinders with magnetic sensors to automate the system.
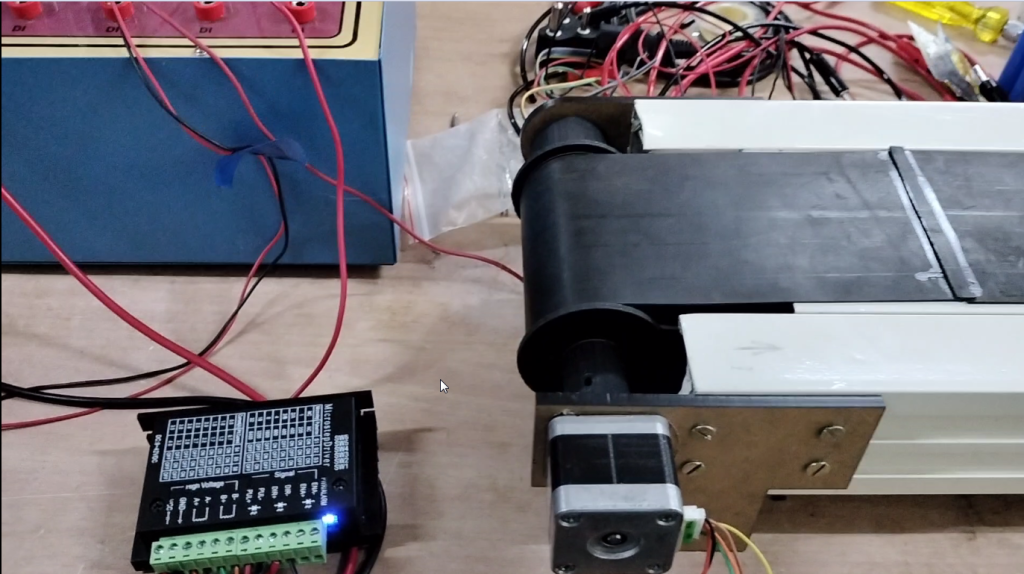
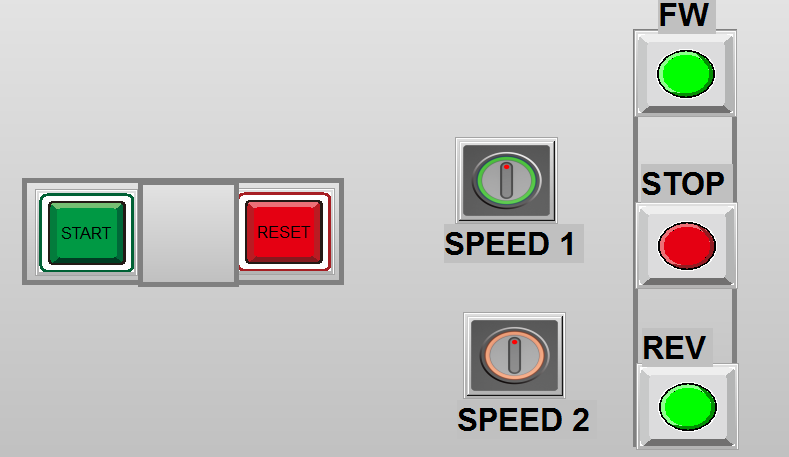
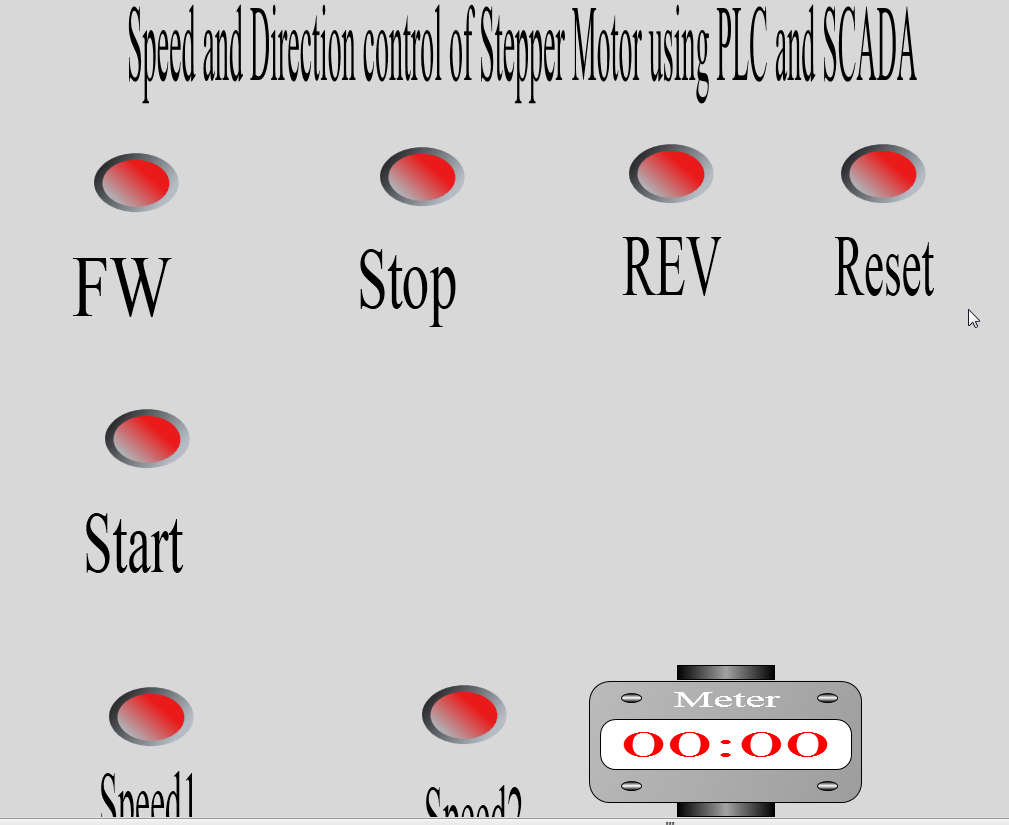
18.Control of direction and speed of stepper motor-controlled conveyor using PLC and SCADA
Problem statement: Product Flow lines widely use Conveyor system as a bridge between production and packaging systems. Manual Conveyor of material is a time consuming and effort intensive process. To increase the plant or process efficiency and visualize or change the process variables, it is proposed to use PLC and SCADA to automate the Conveyor process.
Objectives:
- Design and development of conveyor belt.
- Development of PLC ladder logic for control of stepper motor operated conveyor.
- Development of SCADA screen to visualize the process.
Project description: Product flow lines widely use Conveyor system as a bridge between production and packaging systems. Industries use sorting systems to sort products/raw materials as per specified criteria to reduce manual effort and improve accuracy. Manual Conveying of mateials is a time consuming and effort intensive process. Automatic Conveyor systems allow for fast and efficient sorting of products. To demonstrate the Conveyor system, it is proposed to have a PLC and HMI based sorting system project that uses pneumatic cylinders with magnetic sensors to automate the system.
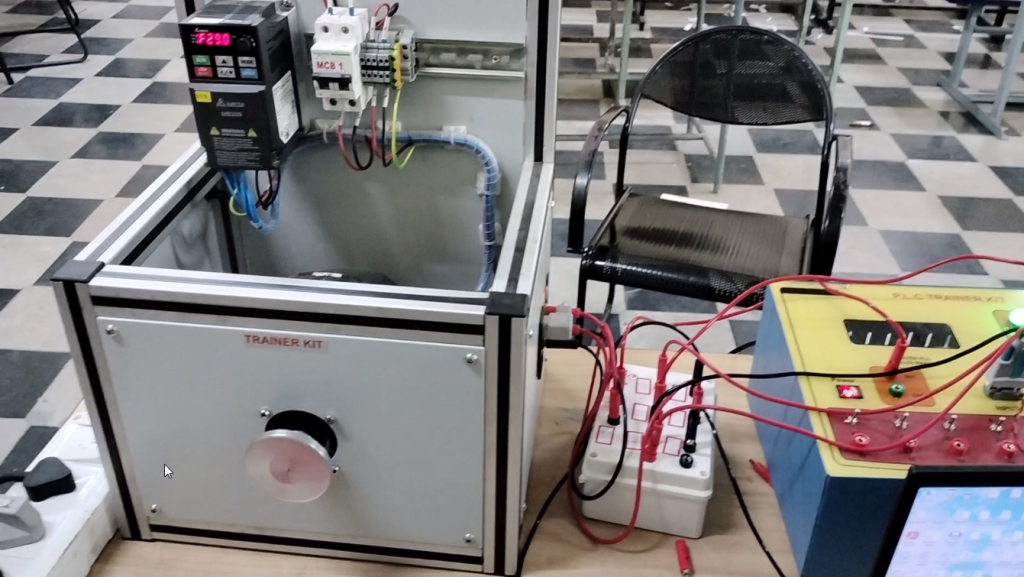
19.Controlling of speed and direction of induction motor using VFD, HMI, PLC and RS485 communication.
Problem statement: Variable frequency drives are used in various industrial and domestic applications. Manual settings changes of VFD parameters are time consuming and requires more operator attention. To reduce the operator involvement in operating VFD parameters, it is proposed use automation to control VFD parameters using HMI and PLC using RS485 communication.
Objectives:
- Design connection diagram to connect VFD, HMI and PLC.
- Development of PLC ladder logic for sorting process.
- Development of HMI screen to visualize the control process.
Project description: Variable frequency drives are used in various industrial and domestic applications. Manual settings changes of VFD parameters are time consuming and requires more operator attention. To reduce the operator involvement in operating VFD parameters, it is proposed use automation to control VFD parameters using HMI and PLC using RS485 communication. PLC program and HMI screen are designed to demonstrate the control of VFD using PLC and HMI.
20.Automated storage system controlled by PLC.
Problem statement: Manual storage is time consuming and tedious process if large production capacity. To increase the plant or process efficiency it is proposed to use automated storage system controlled by PLC. By automating it, time, energy, labor cost etc can be saved.
Objectives:
- Design and development of storage system using DC motor and pneumatic actuator.
- Development of PLC ladder logic and to interface designed storage system for controlling number of parts.
Project description: Product flow lines widely use product storage system for continuous operation of process. Manual feeding or storage of finished or raw material is time consuming and tedious process. In the proposed project model, dc motor actuator moves the material in X and Y direction. Pneumatic actuator moves in Z direction. Complete system is controlled using sensors and PLC. Ladder programming is used to program the automated storage system.
21.Remote control of DC Motor Conveyor using PLC (Master) to PLC(Slave) using RS485 Modbus communication.
Problem statement: Single PLC Controller difficult to control the distant location placed production facility. To increase the plant or process efficiency it is proposed to use RS485 communication protocol to control slave (PLC) from Master(PLC). By this way, time, energy, labor cost etc can be saved.
Objectives:
- Establishment of RS485 communication between master PLC to slave PLC
- Development of PLC ladder logic and to interface DC motor to control it.
Project description:PLC networking is important in controlling remotely or distant location production or service facility. Example thermal power station to be controlled from central control room which is having master PLC. Master PLC is responsible in controlling remotely placed facility such as coolant motor pump connected to a local controller called slave controller. It is proposed to use RS485 Modbus communication protocol to communicate between master (PLC) and slave (PLC) to control actuator connected to slave (PLC).

22.Remote Control of stepper motor connected to slave (PLC) controller using master (PLC) using RS485 Modbus communication protocol.
Problem statement: Single PLC Controller difficult to control the distant location placed production facility. To increase the plant or process efficiency it is proposed to use RS485 communication protocol to control slave (PLC) from Master(PLC). By this way, time, energy, labor cost etc can be saved.
Objectives:
- Establishment of RS485 communication between master PLC to slave PLC
- Development of PLC ladder logic and to interface DC motor to control it.
Project description: PLC networking is important in controlling remotely or distant location production or service facility. Example thermal power station to be controlled from central control room which is having master PLC. Master PLC is responsible in controlling remotely placed facility such as coolant motor pump connected to a local controller called slave controller. It is proposed to use RS485 Modbus communication protocol to communicate between master (PLC) and slave (PLC) to control actuator connected to slave (PLC).